Freies Biegen


Das Freie Biegen (auch Freibiegen) ist ein Fertigungsverfahren aus der Gruppe Biegeumformen mit geradliniger Werkzeugbewegung. Es zählt gemeinsam mit dem Gesenkbiegen zu den wichtigsten Biegeverfahren. Kennzeichnend für das freie Biegen ist, dass die zu erzeugende Form, nicht in den Werkzeugen enthalten ist (wie beim Gesenkbiegen), sondern nur über die Bewegung der Werkzeuge gesteuert wird. Der kleinste Biegeradius am Werkstück muss daher größer sein als der Radius an den Spitzen der Werkzeuge und Spannmittel, da es sich sonst zumindest teilweise um Gesenkbiegen handeln würde. Genutzt wird das freie Biegen meist zum Biegen von Blechen, teils auch für Rohre oder Stäbe.
Es gibt verschiedene Varianten:
- Das Blech kann einseitig eingespannt werden und am freien Ende wird es durch eine geradlinige Werkzeugbewegung gebogen.
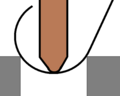
- Das Blech kann auf zwei Punkten oder Kanten aufliegen zwischen denen sich nur Luft befindet. Das Werkzeug drückt dann das Blech in die Lücke zwischen den Auflagepunkten.
-
 Freies Biegen zwischen zwei Auflagepunkten
Freies Biegen zwischen zwei Auflagepunkten -
 Freies Runden
Freies Runden


In der DIN 8586 wird zwischen folgenden drei Varianten unterschieden:
- Freies Runden: Damit wird in ein ursprünglich ebenes Blech eine Rundung eingebracht. Das gebogene Blech wird nach dem einmaligen Biegen etwas versetzt und erneut gebogen, sodass sich eine Rundung ausbildet.
- Querkraftfreies Biegen: Dabei kommt es zu einer reinen Biegebeanspruchung ohne zusätzliche Querkräfte wie beim freien Runden; in der Umformzone liegen nur Biegespannungen vor. Die Enden des Bleches sind dabei eingespannt und werden aufeinander zubewegt.
- Biegerichten: Dies ist ein freies Biegen etwa um verbogene Werkstücke zu Richten. Es wird u. a. bei der Herstellung von Kurbelwellen vor dem Schleifen genutzt. Eine besondere Methode des Richtens ist das Warmrichten.
Beim freien Biegen wird der Biegeradius nur von der Bewegung der Werkzeuge beeinflusst, nicht aber von ihrer Form wie beim Gesenkbiegen. Das freie Biegen ist daher flexibler in der Anwendung und wird vor allem in der Werkstattfertigung von Einzelteilen und Kleinserien genutzt, da mit einem einzigen Werkzeug verschiedene Werkstücke bearbeitet werden können. Bei manchen Maschinen kann der Abstand zwischen den Auflagepunkten eingestellt werden was die Flexibilität weiter erhöht.
Die Bearbeitungskräfte sind beim freien Biegen vergleichsweise gering, weshalb schlanke Werkzeuge ausreichend sind, was ebenfalls die Bearbeitungsmöglichkeiten verbessert. Außerdem sind relativ kleine und kostengünstige Maschinen ausreichend. Dafür ist die Genauigkeit relativ schlecht. Die Winkelabweichungen liegen bei einem halben Grad bis einige Grad. Moderne Maschinen verfügen über Winkelmesser die die Fehler reduzieren können.
Literatur[Bearbeiten | Quelltext bearbeiten]
- Sami Chatti, Frauke Maevus, Matthias Hermes, A. Ermann Tekkaya, Matthias Kleiner: Biegeumformen in: Hartmut Hoffmann, Reimund Neugebauer, Günter Spur: Handbuch Umformen, Hanser, 2012, S. 574, 584 f.
- Eckart Doege, Bernd-Arno Behrens: Handbuch Umformtechnik, Springer, 2010, 2. Auflage, S. 376– f.
- Fritz Klocke, Wilfried König: Fertigungsverfahren 4 – Umformen, Springer, 5. Auflage, S. 401–403.